  
|
|
|  |
| Главная |
| Каталог |
| О компании |
| Оплата и доставка |
| Статьи |
| Контакты |
 | |
|
Тел. в Москве: +7(499) 350-15-22 E-mail: metallostanki@bk.ru Задать вопрос менеджеру: |

|
 | |
| Хиты продаж: |
| Фальцепрокатные станки |
| Фальцеосадочные станки |
| Вальцы |





Наши блоги:
![]()

Гибочный станок MAGNABEND

Каталог / Листогибы. Листогибы ручные / Гибочный станок MAGNABEND
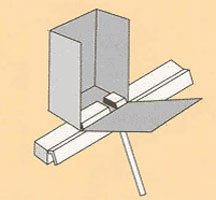
Оригинальная конструкция ручного гибочного станка Magnabend предоставляет вам неограниченные возможности для создания тех форм, которые вы хотите. В своей основе листогиб Magnabend является продольным электромагнитом со стальной зажимной рейкой, расположенной выше него.
При работе заготовка листового металла зажимается между двумя рейками с усилием в несколько тонн. Изгиб формируется за счет поворота загибающей планки, которая установлена на специальных шарнирах, расположенных в передней части машины. Это делает станок необычайно компактным и одновременно кардинально расширяет его возможности.
Станок гибочный MAGNABEND™ гнет металлический лист толщиной 1,6 мм, обеспечивая равномерный прижим – 4,5 тонны/метр, осуществляет гибку на 180 градусов, на нем легко изготовить закрытый короб без ограничения высоты, а также цилиндрический профиль.
Технические характеристики листогиба
| Модель | MB 1250 | MB 2000 | MB 2500 | MB 3200 |
| Длина гибки, мм | 1250 | 2000 | 2500 | 3200 |
| Толщина металла (сталь, σв < 320 МПа), мм | 1,6 | 1,6 | 1,6 | 1,2 |
| Толщина листа, алюминий (σв < 320 МПа),мм | 1,6 | 1,6 | 1,6 | 1,2 |
| Толщина листа, нержавеющая сталь (σв < 320 МПа),мм | 1,0 | 1,0 | 1,0 | 0,9 |
| Минимальная высота U-образного профиля, мм | 19 | 19 | 19 | 19 |
| Минимальные размеры замкнутого профиля, мм | 98x19 | 98x19 | 98x19 | 98x19 |
| Минимальная высота Z-образного профиля (со снятой накладкой), мм | 19 | 19 | 19 | 19 |
| Усилие прижима стандартной балкой, тонн | 6 | 9 | 12 | 10 |
| Высота стола, мм | 900 | 900 | 900 | 900 |
| Задний упор, мм | 640 | 640 | 640 | 640 |
| Ножной переключатель | опция | есть | есть | есть |
| Напряжение переменного тока, В 220/240 | 220/240 | 220/240 | 220/240 | 220/240 |
| Потребляемый ток, А | 8 | 12 | 15 | 15 |
| Масса, кг | 150 | 270 | 315 | 380 |
Особенности конструкции станка
Прижим заготовки осуществляется электромагнитом. Фиксирующая нагрузка прилагается непосредственно в точке ее создания; усилие не нуждается в передаче опорным конструкциям, расположенным на торцах станка, как это устроено у классических полнопроходных моделей. Это, в свою очередь, означает, что зажимное приспособление не нуждается в конструкционной массе, что позволяет сделать станок более компактным и производить изделия более сложного сечения.
Толщина зажимной рейки определяется только ее способностью пропускать достаточное количество магнитного потока, а не конструкционными требованиями. Электромагнит обеспечивает равномерный прижим заготовки с усилием 4,5 тонны/метр, что делает профиль идеально ровным. Кроме того, станок обладает высочайшей износостойкостью за счет отсутствия механического трения (ресурс более 10 лет).
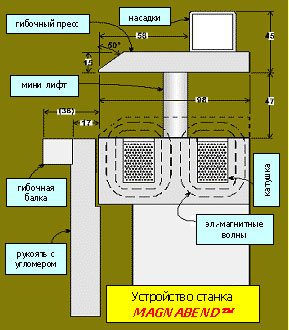
Гибочный станок Magnabend не нуждается в массивной гибочной балке, для создания необходимой жесткости, поскольку в конструкцию станка входят специально разработанные сферические шарнирные петли, которые распределены по всей длине загибающей планки. Эта особенность еще более повышает компактность станка при сохранении его производительности.


Станок является полнопроходным (с возможностью неограниченной подачи листа). Быстрое и точное расположение заготовки в рабочей зоне, достигается с использованием поддерживающих кронштейнов с ограничителями подачи листа.


На листогибе Magnabend установлен угломер, позволяющий оценить угол произведенного загиба в любой момент движения гибочной балки. Удобный ограничитель угла поворота гибочной балки, позволяет быстро задать необходимый угол загиба и выполнить необходимое число гибов с высокой воспроизводимостью угла.

Пульт управления, дублированный на обоих сторонах станка, и выносная педаль управления, позволяют повысить производительность работы на листогибе Magnabend за счет освобождения рук оператора и удобного доступа к управляющей панели.


Удобно расположенные регуляторы на каждой стороне зажимного стержня позволяют легко выставлять радиус изгиба на рабочих образцах различной толщины.


Открытая конструкция торца позволяет сгибать сложные формы. Листогибы возможно компановать в линию, по длине, получая возможность изготовить очень длинный гиб
В зоне рабочего стола размещен удобный лоток для инструментов. Также в нем можно хранить сегменты разрезной балки.


В комплекте со станком идет цельная балка для продольных гибов и прижимная балка разбитая на сегменты разного размера. Различные варианты прижымных балок позволяют вам изготовить практически любую из возможных конструкций.
На листогибе Magnabend реализованы два режима работы электромагнита. После размещения заготовки включается режим фиксации, на 30% рабочей мощности, После начала движения гибочной балкой включается рабочий режим. После произведенного гиба и возврата гибочной балки в исходное положение автоматически происходит освобождение заготовки. Данная последовательность обеспечивает большую производительность и меньшую утомляемость оператора. Встроенная защита – предотвращает перегрузку машины. Если расчетная мощность листогиба превышается, то зажимные рейки легко ослабляются, тем самым минимизируется возможность повреждения машины.

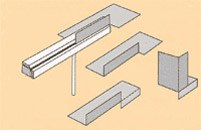
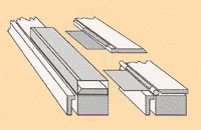
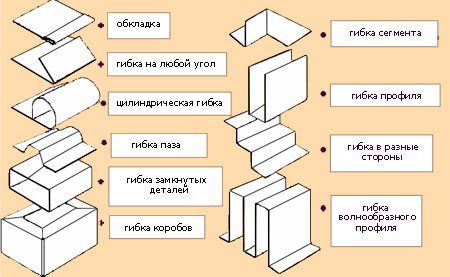
Примеры профилей.
Все машины Magnabend поставляются с подробным руководством пользователя, которое объясняет, как использовать машину, также как и выполнять различные простые изделия.
Сферы использования листогиба MAGNABEND™:
- Образовательные учреждения: ящики для инструментов, кухонные принадлежности, короба.
- Электроника: подставки, корпуса, стойки.
- Судостроение: фитинги, кронштейны.
- Офисное оборудование: полки, кабинеты, компьютерные стенды, стойки.
- Производство: модели и макеты, нагревательные элементы, стенды, корпуса агрегатов и устройств.
- Электрооборудование: электрические и распределительные щиты, кожухи, элементы крепления светового оборудования.
- Реклама: знаки, вывески, буквы, афиши, стенды, стойки.
- Автомобильный транспорт: корпуса кабин и фургонов, прицепов, оборудование ремонтных мастерских, короба, системы вентиляции.
- Сельское хозяйство: фидеры, бункеры, молочное оборудование, системы подачи и распределения кормов и удобрений.
- Строительство: бытовки, доборные элементы и элементы фасадов, ограждения, гаражные двери, перекрытия, навесы.
- Кондиционирование воздуха: воздуховоды, корпуса теплообменников, различные короба.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
ВОПРОС Как осуществляется сцепление зажимной рейкой?
ОТВЕТ При использовании, она удерживается посредством мощного электромагнита. Сцепление осуществляется не надолго, но она устанавливается в свое корректное положение за счет подпружиненного шарика, расположенного на каждом конце. Такое размещение позволяет вам штамповать закрытые формы из листового металла, а также быстро выполнять замену зажимных реек.
ВОПРОС Как осуществляется фиксация?
ОТВЕТ Вы нажимаете и ненадолго удерживаете зеленую клавишу "Start/Запуск". Создается легкое электромагнитное поле для сжатия. Когда вы натягиваете главную ручку, происходит автоматическое переключение на максимальное сжатие.
ВОПРОС Как electrabrake в действительности выполняет изгибы ?
ОТВЕТ Вы выполняете изгиб вручную посредством натяжения главной ручки (ручек). Это сгибает заготовку вокруг переднего края зажимной рейки, которая за счет электромагнита удерживается на месте. Удобная угловая шкала, расположенная на ручке все время отображает угол загибающей планки.
ВОПРОС Как осуществляется ослабление заготовки?
ОТВЕТ После того как вы вернете главную ручку в исходное положение, электромагнит автоматически отключится и зажимная рейка поднимется на своих подпружиненных шариках, ослабляя заготовку.
ВОПРОС Остается ли остаточное намагничивание на рабочей заготовке?
ОТВЕТ Каждый раз после отключения машины, происходит обратная короткая подача импульса тока через электромагнит для размагничивания магнита и заготовки.
ВОПРОС Как отрегулировать толщину металла?
ОТВЕТ С помощью регуляторов, расположенных на каждом конце главной зажимной рейки. Это изменяет зазор изгиба между передней частью зажимной рейки и рабочей поверхностью загибающей планки, если планка находится в верхнем 90° положении.
ВОПРОС Как сделать закругленный край?
ОТВЕТ С помощью electrabrake постепенно захватите листовой металл по всей длине вокруг обычной стальной трубы или круглого стержня. Так как машина работает с электромагнитом, она может зажать такие заготовки.
ВОПРОС Как разместить короткие сегменты?
ОТВЕТ Сложенные вместе сегменты зажимной рейки должны размещаться вручную на рабочую заготовку. Но в отличие от других лотковых креплений, боковые стороны ваших коробок могут иметь неограниченную высоту.
ВОПРОС Для чего нужны зажимные рейки с пазами ?
ОТВЕТ Они необходимы для формовки неглубоких лотков и коробок с глубиной не больше 40 мм. Они являются доступными на заказ и быстры в применении по сравнению со стандартными короткими сегментами.
Стандартная комплектация:
- Гибочный станок
- Передвижной ножной переключатель (кроме модели 1250Е)
- Цельная прижимная балка
- Прижимная балка разбитая на сегменты
Опции:
- Передвижной ножной переключатель (для модели 1250E)
- Балка с прорезями для гибки лотков ("расческа")
- Узкая прижимная балка для гибки замкнутых коробов малого сечения
назад


 |
 |
|
|
|
|